聯系方榮contact

東莞市方榮精機工業有限公司
地址:廣東省東莞市大朗鎮沙步第二工業區沙通路163號
手機:139-2291 2617 (賴生)
座機:86-769-8320 2640
傳真:0769-8312 6559
郵箱:dgfangrong@126.com
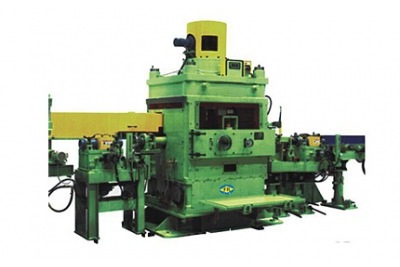
方榮矯直機 的操作讓大家的了解更加全面和透徹,矯直機的撓度調整矯直機的撓度調整,其一般原則是:如果是加厚管,是負撓度;如果是平直管,則是正撓度。而撓度的大小,則是根據實際的矯直效果來進行判斷和確定。
矯直機的壓下量調整關于其壓下量,因為其關系到矯直質量,所以是非常重要的,其一般的原則有:
(1)如果直徑管答的話,則壓下量就大,反之則相反。
(2)如果管子壁厚比較厚的話,那么壓下量就大,反之則相反。
(3)冷矯直的壓下量大,熱矯直的壓下量小。
矯直機的換輥操作一般是要求按照規定要求和順序步驟來進行,不能有差錯,以免影響到矯直效果。在矯直機的操作中,我們還應了解的內容有:
(1)設備在開機前,要先檢查一下液壓油、拉拔機 減速箱以及傳動箱中的油液是否充足,量不足應及時進行添加。
(2)在其主電機啟動前,應先調整好液壓系統的工作壓力,使之合適才行。
(3)當油溫及油壓等達到規定的要求后,才能夠將矯直輥抬至初始位置上,否則不能。
(4)對于相關的操作人員來講,調直機 在工作前應穿戴好勞動防護用品才行,而且要按照規定要求進行穿戴。
(5)程序控制器,其是不能被隨意改變的,以免影響到工作進程和工作效率。
(6)管材的矯直度應進行觀察,是否有異常等。
(7)矯直機的矯直速度,應根據管材的彎曲程度及材質等來進行調整,使之合適。